




できることを、
できる限り。
お客様のお困りごとに、精一杯お応えする。
どんなことでも「なんとかしよう」と全力を尽くす。
納期を遵守して、世界品質の製品をお届けする。
そうした姿勢を貫いてきた結果。
「マツバラにしかできない」
「マツバラならなんとかしてくれる」
といった評価や信頼をいただけるようになりました。
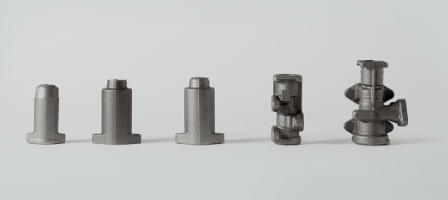
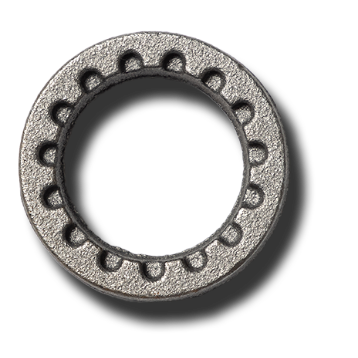
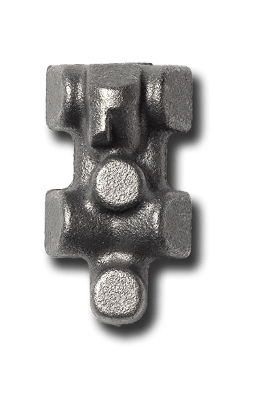
私達は小型鋳物の専業メーカーです。
小さな部品も。薄い部品も
一個の製造から対応いたします。
小物鋳物専業メーカーとして、
幅広い産業分野に製品を提供しています。
若い人材が多く、設備投資も積極的に行っています。
永く安定的に製品をご提供できる体制を整えています。